

邮箱:jnryqd@163.com
传真:0531-87481878
网址:www.jnryyy.com
服务热线:0531-87481269
销售经理:王经理:15863137722
郭经理:15863137725
公司地址: 山东省长清区张夏工业园
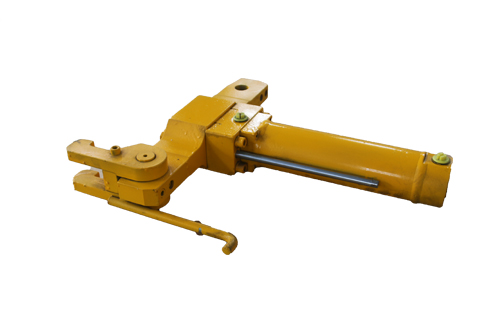
三 实验设备的规划查阅起竖锁紧泰州专业AGC伺服液压缸图纸及安装工艺及实验油缸的图纸资料,对锁紧液压缸和实验液压缸的行程、长度及缸筒内径、活塞杆直径工艺参数进行汇总分类,然后确认实验设备的的习惯规模。开锁压力实验和锁紧力实验都需求在80 mm、750 mm、1500 mm、三处进行,规划架体一端固定锁紧液压缸,一端固定实验油缸,两种计划完成3种行程的实验,一种是架体上加工3个位置的孔,移动固定座,另一种是锁紧油缸位置不动,经过更换加载专业AGC伺服液压缸报价和实验液压缸的中心加长杆,满意3种状况的实验,经过更长行程1500 mm确认固定座的详细位置。整体结构图,主要有架体,固定座、筒夹、顶头、加载油缸组成,整个实验进程为内力,对地上无作用力。

检查和维护两个缸筒泰州专业AGC伺服液压缸内表面与活塞密封是导致专业AGC伺服液压缸报价内泄漏的主要因素。如果气缸内有纵向拉痕,即使更换新的活塞密封,也无法有效排除故障。气缸内表面主要检查尺寸公差和形位公差是否符合技术要求,是否有纵向拉痕,并测量纵向拉痕的深度,以便采取相应的解决方案。气缸有微量变形和浅拉痕时,采用强力珩磨技术修复气缸。强力珩磨技术可以修复比原公差大2.5倍以内的气缸。它通过强力珩磨机对尺寸或形状误差大的零件进行珩磨,使气缸的整体尺寸、形状公差和粗糙度符合技术要求。气缸内表面磨损严重,深度纵向拉痕时根据实物进行绘制,由专业厂家根据气缸制造技术重新生产更换。
1泰州专业AGC伺服液压缸安装注意事项。在将专业AGC伺服液压缸报价安装到系统之前,应将液压缸标志上的参数与订购时的参数进行比较。液压缸的底座需要有足够的刚度,否则加压时,气缸呈弓形向上倾斜,使活塞杆弯曲。缸体轴向两端不能固定死亡。由于液压、热膨胀等因素,气缸有轴向伸缩。如果气缸两端固定死亡,气缸各部分就会变形。拆卸液压缸时,严禁用锤子敲击缸筒和活塞表面。如果缸孔和活塞表面受损,不允许用砂纸打磨。用细油石仔细研磨。导套与活塞杆之间的间隙应符合要求。

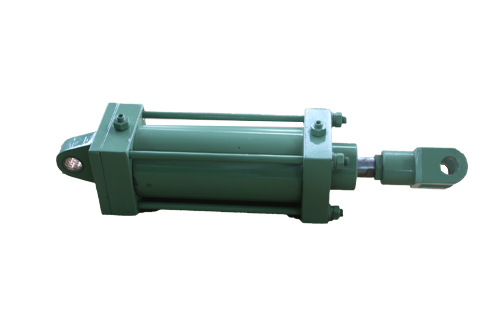
泰州专业AGC伺服液压缸是直线执行器,它能把液压能转换为直线运动的机械能。在整个行程中,缸的出力和速度能够坚持不变,也能够随意变化。专业AGC伺服液压缸报价能够脱离驱动装置独立安置,使体系安置具有很大的自由度。各种或许的固定和联结方式,及其与杠杠、连杆机构的结合,更增加了液压缸的通用性。在汽轮机阀门操纵体系中所选用的液压缸首要有两种类型:① 单效果绷簧回程缸② 双效果差动缸单效果绷簧回程缸当活塞杆外伸时,施加在无杆端油口的油压力紧缩绷簧。油压力去除时,绷簧使杆内缩。

泰州专业AGC伺服液压缸活塞的滑动或爬行会使液压缸不稳定工作。主要原因如下:专业AGC伺服液压缸报价内部停滞不前。液压缸内部零件组装不当、变形、磨损或形状位置超差,动作阻力过大,使液压缸的活塞速度随行程位置而变化,导致滑动或爬行。大部分原因是零件组装质量差,表面烧结产生铁屑,增加阻力,降低速度。比如活塞与活塞杆不同或者活塞杆弯曲,液压缸或者活塞杆在导轨上的安装位置偏移,密封圈太紧或者太松。解决办法是修复或者调整,更换损坏的零件,去除废铁。液压缸润滑不良或液压缸孔径加工不良。由于活塞与气缸、导轨和活塞杆之间存在相对运动,如果润滑不良或液压缸直径不良,磨损会加剧,气缸中心线的线性度会降低。

与活塞密封相结合的泰州专业AGC伺服液压缸缸筒内表面是造成专业AGC伺服液压缸报价内泄的主要因素,在缸筒内产生纵向拉痕时,即使更换活塞密封,也无法有效排除故障,内壁面主要检查尺寸公差和形位公差是否满足技术要求,有无纵向拉痕,并测量纵向拉痕的深度,以便采取相应的解决方法。气缸筒体有微变形及浅状拉痕时,采用强力珩磨工艺修复。采用高强度珩磨工艺修复气缸筒体,比原公差超差2.5倍。利用强力珩磨机对超差尺寸或形状误差的部位进行磨削,使缸筒整体尺寸、形状公差和粗糙度达到技术要求。


