

邮箱:jnryqd@163.com
传真:0531-87481878
网址:www.jnryyy.com
服务热线:0531-87481269
销售经理:王经理:15863137722
郭经理:15863137725
公司地址: 山东省长清区张夏工业园

比如活塞与活塞杆不同或者活塞杆弯曲,邢台定制分配器液压缸或者活塞杆在导轨上的安装位置偏移,密封圈太紧或者太松。解决办法是修复或者调整,更换损坏的零件,去除废铁。液压缸润滑不良或液压缸孔径加工不良。由于活塞与气缸、导轨和活塞杆之间存在相对运动,如果润滑不良或定制分配器液压缸厂家直径不良,磨损会加剧,气缸中心线的线性度会降低。这样,当活塞在液压缸中工作时,摩擦阻力会增加和降低,导致滑动或爬行。排除方法是先研磨液压缸,然后根据匹配要求准备活塞,研磨活塞杆,配备导套。

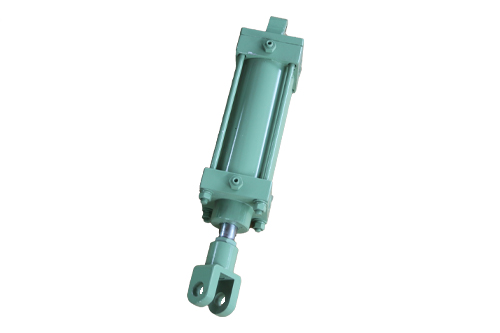
(7)忌讳:疏忽缸筒必要的形位公役为确保邢台定制分配器液压缸有较低的起动压力和在运动中不发生“别劲”现象,应对缸筒的形位公役给以满意的留意。一般情况下,缸筒内径的圆度、圆柱度差错不能大于缸筒直径尺度公役的一半;缸筒轴线的直线度差错每500mm长度上不大于0.03mm ;缸筒端面对缸筒轴线的圆跳动每100mm不大于0.04mm。(8)忌讳:疏忽液压缸耳环的方位公役耳环式液压缸的耳环孔对缸筒轴线的方位差错不大于0.03mm。(9)忌讳:疏忽销轴式定制分配器液压缸厂家的方位公役销轴式液压缸销的轴线方位公役不大于0.1mm,笔直度差错在100mm长度上不大于0.1mm。

2.拆卸时请按顺序进行。由于各种邢台定制分配器液压缸的结构和尺寸不同,拆卸顺序稍有不同。一般情况下,双腔液压油应排空,然后拆下盖子,拆下活塞和活塞杆。拆卸液压缸盖时,内部卡片连接的卡片或卡环应使用特殊工具。禁止使用铲子。对于法兰端盖,需要用螺钉顶出。不允许锤击或硬敲击。当活塞和活塞杆难以取出时,不得强行弹出,并仔细查明具体原因,然后拆卸。3.拆卸时,应防止活塞杆顶线、油口、活塞杆表面、气缸套内壁等损坏。为了防止活塞杆的细部件弯曲或变形,在放置时施加木质支撑的平衡。4.卸载前后,尽量创造条件,防止定制分配器液压缸厂家零件被周围的灰尘和杂质污染。例如,拆卸时,应尽可能在干净的环境中进行。拆卸后,所有部件应覆盖塑料布,不得覆盖棉布或其他工作布。

邢台定制分配器液压缸正常工作的前提是内部空气被排出。因此,一般在定制分配器液压缸厂家安装完毕后,检查和试验液压系统的液压装置。在此过程中,需要特别注意液压缸的排气和排气状况。经过检查,如果发现设备部件正常,无漏油现象,则需要排出液压缸内的空气。原因在于,如果空气进入时没有及时排出,液压机缸内的油就会与空气混合,从而导致设备活塞不稳定,如摇晃或爬行。如果这个问题得到解决,液压缸内的空气需要提前排出。当然,这需要通风。一般来说,液压机的风扇位于机器液压回路的顶部。然而,如果是锻造设备,需要垂直安装。
检查和维护两个缸筒邢台定制分配器液压缸内表面与活塞密封是导致定制分配器液压缸厂家内泄漏的主要因素。如果气缸内有纵向拉痕,即使更换新的活塞密封,也无法有效排除故障。气缸内表面主要检查尺寸公差和形位公差是否符合技术要求,是否有纵向拉痕,并测量纵向拉痕的深度,以便采取相应的解决方案。气缸有微量变形和浅拉痕时,采用强力珩磨技术修复气缸。强力珩磨技术可以修复比原公差大2.5倍以内的气缸。它通过强力珩磨机对尺寸或形状误差大的零件进行珩磨,使气缸的整体尺寸、形状公差和粗糙度符合技术要求。气缸内表面磨损严重,深度纵向拉痕时根据实物进行绘制,由专业厂家根据气缸制造技术重新生产更换。
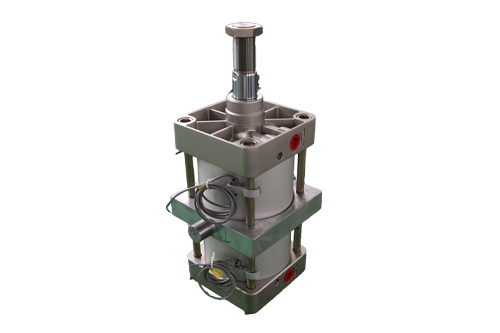
邢台定制分配器液压缸关于液压机械来说是非常重要的一个部件,在整个液压机械中扮演一个履行元件的角色,定制分配器液压缸厂家对安装场所与环境都有必定的要求,满意必定的要求才能让液压缸发挥出作用,带来好的效果。液压油缸安装应在专门的工作间或安装区内进行,温度应坚持在20~250C,应远离风口、粉尘、切削加工区,空气新鲜、无尘埃、无噪音;防止强光直射。安装间应备有安装平台及满足的工位用具、安装周转车、吊装与起重设备及专用基本设备。


