

邮箱:jnryqd@163.com
传真:0531-87481878
网址:www.jnryyy.com
服务热线:0531-87481269
销售经理:王经理:15863137722
郭经理:15863137725
公司地址: 山东省长清区张夏工业园
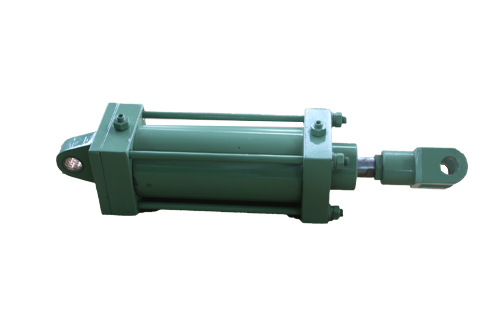
临沂专业冶金液压缸是直线执行器,它能把液压能转换为直线运动的机械能。在整个行程中,缸的出力和速度能够坚持不变,也能够随意变化。专业冶金液压缸厂家能够脱离驱动装置独立安置,使体系安置具有很大的自由度。各种或许的固定和联结方式,及其与杠杠、连杆机构的结合,更增加了液压缸的通用性。在汽轮机阀门操纵体系中所选用的液压缸首要有两种类型:① 单效果绷簧回程缸② 双效果差动缸单效果绷簧回程缸当活塞杆外伸时,施加在无杆端油口的油压力紧缩绷簧。油压力去除时,绷簧使杆内缩。
拆卸临沂专业冶金液压缸时,严禁用锤子敲击缸筒和活塞表面。如果缸孔和活塞表面受损,不允许用砂纸打磨。用细油石仔细研磨。导套与活塞杆之间的间隙应符合要求。清洁液压缸及周围环境。油箱应密封,防止污染。管道和油箱应清洗干净,以防止氧化铁皮和其他杂物脱落。用无绒布或专用纸清洗。密封材料不能用麻线和粘结剂。根据设计要求,注意油温和油压的变化。空载时,拧开排气螺栓排气。拆卸液压缸时,严格防止损坏活塞杆顶部的螺纹、缸口螺纹和活塞杆表面。更加注意:活塞不能硬性地从缸筒中打出。2专业冶金液压缸厂家的检查和维护。如果液压缸完全符合用户要求,除了设计经验和加工精度外,还需要正确使用和定期维护。使用前应放气,缓冲调节阀应调整到合理的位置,定期检查油的清洁度,定期清理油缸上的灰尘,并注意防水和防火。

检查和维护两个缸筒临沂专业冶金液压缸内表面与活塞密封是导致专业冶金液压缸厂家内泄漏的主要因素。如果气缸内有纵向拉痕,即使更换新的活塞密封,也无法有效排除故障。气缸内表面主要检查尺寸公差和形位公差是否符合技术要求,是否有纵向拉痕,并测量纵向拉痕的深度,以便采取相应的解决方案。气缸有微量变形和浅拉痕时,采用强力珩磨技术修复气缸。强力珩磨技术可以修复比原公差大2.5倍以内的气缸。它通过强力珩磨机对尺寸或形状误差大的零件进行珩磨,使气缸的整体尺寸、形状公差和粗糙度符合技术要求。气缸内表面磨损严重,深度纵向拉痕时根据实物进行绘制,由专业厂家根据气缸制造技术重新生产更换。
与活塞密封相结合的临沂专业冶金液压缸缸筒内表面是造成专业冶金液压缸厂家内泄的主要因素,在缸筒内产生纵向拉痕时,即使更换活塞密封,也无法有效排除故障,内壁面主要检查尺寸公差和形位公差是否满足技术要求,有无纵向拉痕,并测量纵向拉痕的深度,以便采取相应的解决方法。气缸筒体有微变形及浅状拉痕时,采用强力珩磨工艺修复。采用高强度珩磨工艺修复气缸筒体,比原公差超差2.5倍。利用强力珩磨机对超差尺寸或形状误差的部位进行磨削,使缸筒整体尺寸、形状公差和粗糙度达到技术要求。

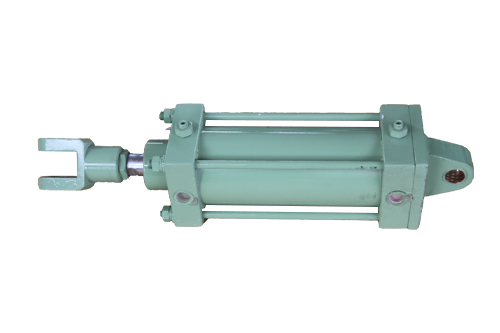
临沂专业冶金液压缸分单叶片式和双叶片式两种。它实质上也是一种液压马达,也是将液压能转换为机械能。专业冶金液压缸厂家与液压马达的区别在于转速低,滚动视点小(一般小于300度)。摇摆液压缸多用于反转夹具、组合机床反转作业台、送料组织,进刀组织以及其它一些辅助组织。为了增大转矩,可采用双叶片式,但许可的更大转角是随叶片数的增多而减少的。齿条液压缸的作业原理是什么?输出的转矩和视点油多大?一种齿条液压缸,它由两个活塞缸和一套齿条齿轮传动装置组成。在这里,活塞的移动经过传动组织变成了齿轮的滚动,可用来实现机床上作业部件的往复摇摆。其摇摆视点可大于或小于360度。

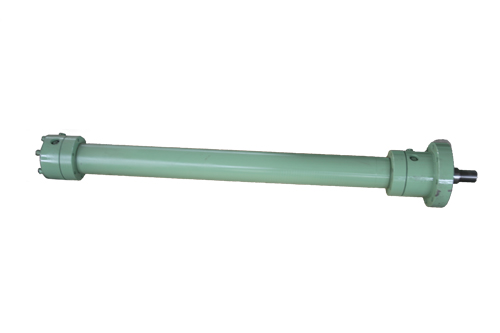
临沂专业冶金液压缸有很多的类型,其中有一种是柱塞式的,该类型的油缸也是一种能够把液压能转变为机械能的液压履行元件,其在运行的过程中是做直线往复运动,并且结构简略、工作可靠。在运用柱塞式专业冶金液压缸厂家的时分,能够不运用减速装置,并且没有传动间隙,运动平稳。正因为如此,才使得这种柱塞式的液压油缸在现在的工作领域中得到了广泛的运用。其的工作流程能够这样来描述:从进油口向缸筒输入一定压力的压力油,柱塞在油压效果下向外推出,当其回来时是在外力的效果下完成回程。假如柱塞缸是垂直放置的话,那么能够借助其本身的重力回程,有时分也依靠弹簧力等其它外力实现回程。


